
Keyword ค้นหาที่เกี่ยวข้อง
หลักสูตร msa , อบรม MSA , คู่มือ MSA 4th Edition , MSA Training , MSA 4th Edition PDF , msa 4th edition ภาษาไทย , การทำ msa , ตัวอย่าง MSA Plan , Gage R&R Attribute คือ , GR&R ทฤษฎี , Attribute Gage R&R ตัวอย่าง , แบบฟอร์ม msa , คอร์สอบรม msa , การวิเคราะห์ระบบการวัด msa pdf , msa คืออะไร
บทนำ หลักสูตร MSA
วัตถุประสงค์เป้าหมายของระบบ QMS ของอุตสาหกรรมยานยนต์มี 7 ประการ โดยมีการประยุกต์ใช้ Core Tools เพื่อทำให้ 3 วัตถุประสงค์เฉพาะสำเร็จ
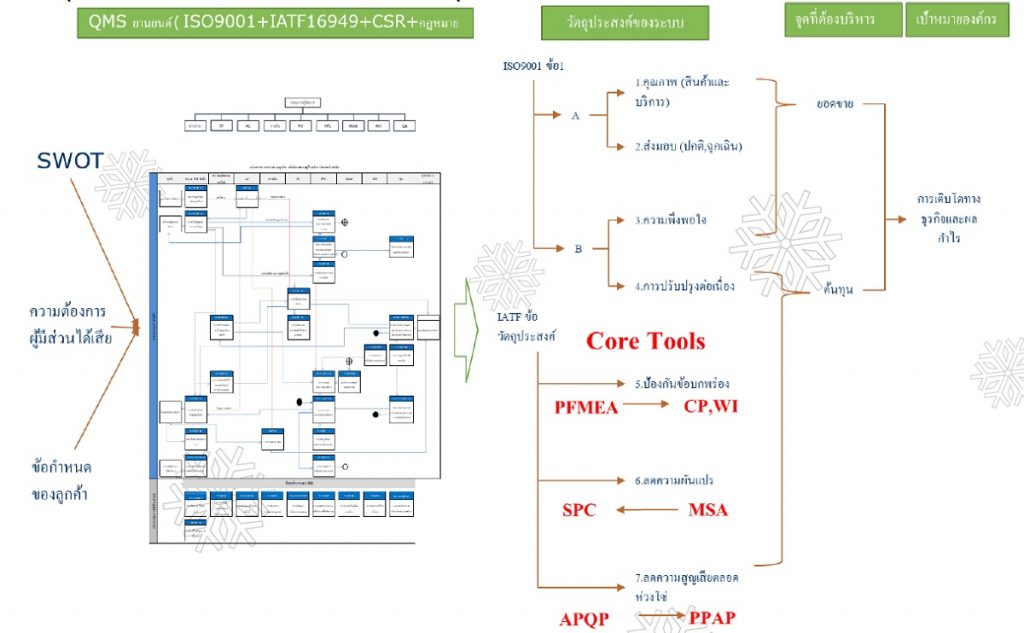
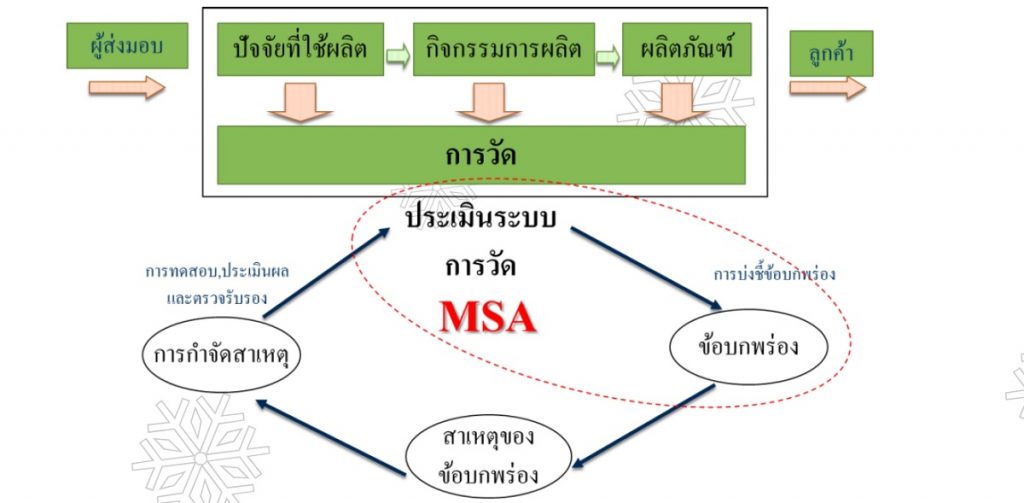
การลดความผันแปรของผลิตภัณฑ์มีหลายวิธีการเครื่องมือหนึ่งที่อุตสาหกรรมยานยนต์ใช้คือ SPC ซึ่งต้องใช้ข้อมูลด้านสถิตินำมาใช้ในการควบคุมกระบวนการถ้าข้อมูลไม่มีความถูกต้องแม้นยำ การควบคุมกระบวนการก็จะทำได้ไม่สมบูรณ์ ดังนั้นจึงต้องมี การวิเคราะห์ระบบการวัด MSA ทั้งการวัดผลิตภัณฑ์และกระบวนการ เพื่อบ่งชี้ปัญหา และดำเนินการจัดการ เพื่อทำให้ข้อมูลที่ได้จากการวัดมีความถูกต้องแม่นยำ น่าเชื่อถือ
ระบบการวัดปัจจุบันมีความสำคัญต่อการ ยืนยันผลการตรวจสอบคุณภาพ ถึงแม้ว่าระบบการผลิตจะมีความถูกต้องแต่ถ้าระบบการวัดมีความผิดพลาดก็อาจส่งผลต่อการตัดสินใจที่คลาดเคลื่อนได้ จะเกิดอะไรขึ้นถ้าระบบการวัดขาดความเที่ยงตรง และความแม่นยำ
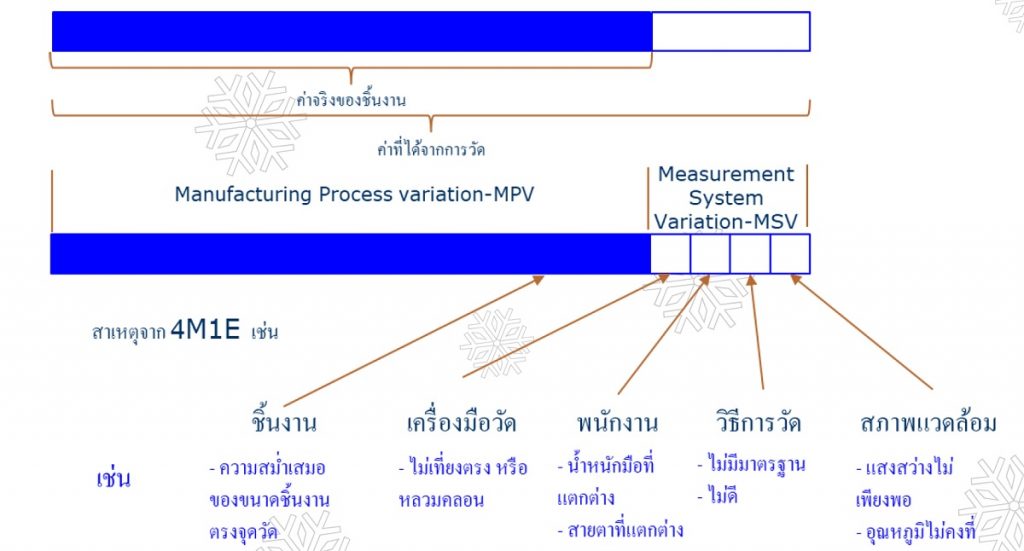
Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัดซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีความน่าเชื่อถือ
กระบวนการวัดคือ กิจกรรมที่รวบรวมไว้ซึ่ง อุปกรณ์วัดคุม เกจวัด มาตรฐาน การปฏิบัติงาน วิธีการ อุปกรณ์จับยึดงานซอฟต์แวร์ บุคลากร สิ่งแวดล้อม และข้อสมมุติต่างที่ ที่ใช้ในการกำหนดปริมาณของหน่วยการวัดหรือประเมินคุณลักษณะที่ได้รับการวัด หรือ กล่างอย่างง่ายคือกระบวนการอย่างสมบูรณ์ที่ใช้ในการวัด
ชนิดความผิดพลาด
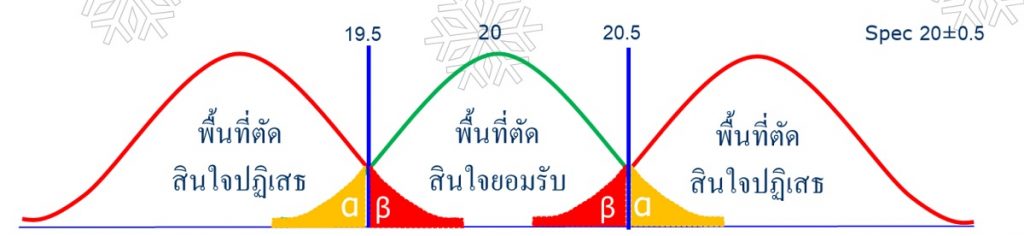
• Type I error สัญญาณเตือนที่ผิดพลาด เกิดขึ้นเมื่อ ปฏิเสธสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักเป็นจริง และควรที่จะยอมรับ เช่นสินค้าดีแต่ผลการตัดสินใจบอกเป็นเสีย ซึ่งแสดงผลโดยใช้สัญลักษณ์ α (Alpha)
• Type II error การวัดที่ผิดพลาด เกิดขึ้นเมื่อ ยอมรับสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักไม่เป็นจริง และควรที่จะปฏิเสธ เช่นสินค้าเสียแต่ผลการตัดสินใจบอกเป็นสินค้าดี ซึ่งแสดงผลโดยใช้สัญลักษณ์ β (Beta)
ผลกระทบ
• Type I error ผู้ผลิตมีโอกาสเสี่ยงที่อาจทิ้งสินค้าดี กระบวนการอาจมีการหยุดชะงัก หรือผลิตสินค้าใหม่มาทดแทนโดยไม่มีเหตุอันควร
• Type II error ลูกค้ามีโอกาสเสี่ยงที่อาจได้รับของเสีย กระบวนการอาจมีการนำวัตถุดิบหรือสินค้ากึ่งสำเร็จรูปที่ไม่ดีไปใช้ทำให้สูญเสียต้นทุนในการผลิต
เมื่อไรต้องวิเคราะห์ระบบการวัด
• เมื่อมีงานใหม่หรือมีการเปลี่ยนแปลงงาน
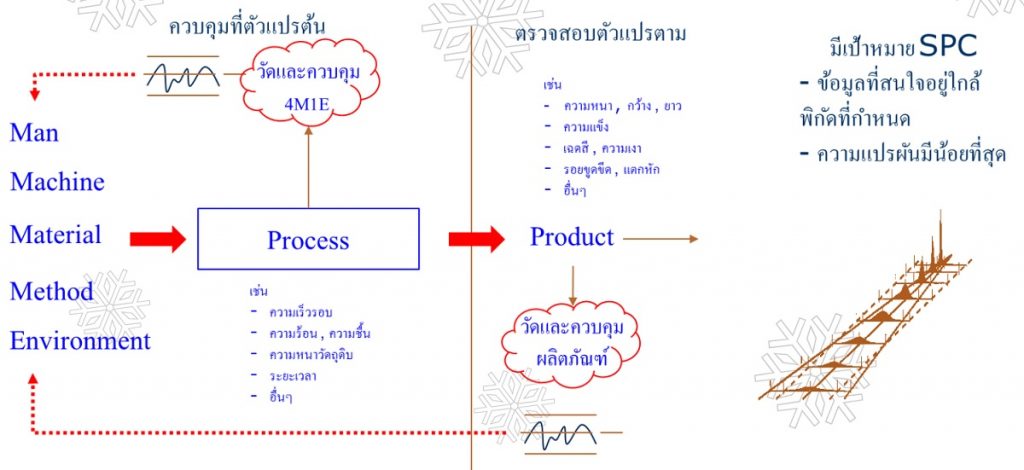
• เมื่อ 4M1E ในกระบวนการวัดเปลี่ยน
• เมื่อชิ้นงานถูกตีกลับจากกระบวนการถัดไป( แต่พนังงานตรวจไม่พบ)
• เมื่อถึงกำหนดตามที่วางแผนไว้
ต้องวิเคราะห์การวัดของใครบ้าง
• ทุกคนที่มีผลต่อการตัดสินใจในคุณภาพ
• ทุกการ ตรวจสอบ การวัด และทดสอบ ที่ระบุในแผนควบคุม
• ทุกเครื่องมือที่ใช้งาน ( จัดเป็นกลุ่มได้ )
สาเหตุที่ทำให้เกิดปัญหาในระบบการวัด
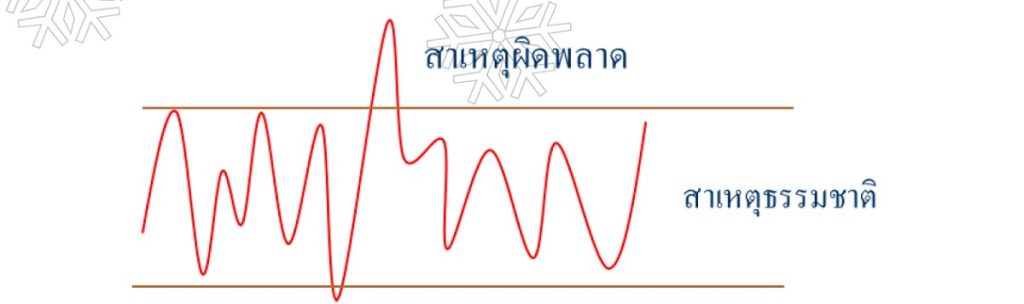
1 สาเหตุธรรมชาติ (Common cause)
เป็นความผันแปรที่เกิดจากสาเหตุธรรมชาติ โดยค่าความผันแปรมีลักษณะเสถียรภาพ สามารถคาดการณ์ได้
2 สาเหตุผิดพลาด (Special cause)
เป็นความผันแปรที่เกิดจากสาเหตุผิดพลาด ค่าดังกล่าวจะไม่เสถียร และคาดการณ์ไม่ได้
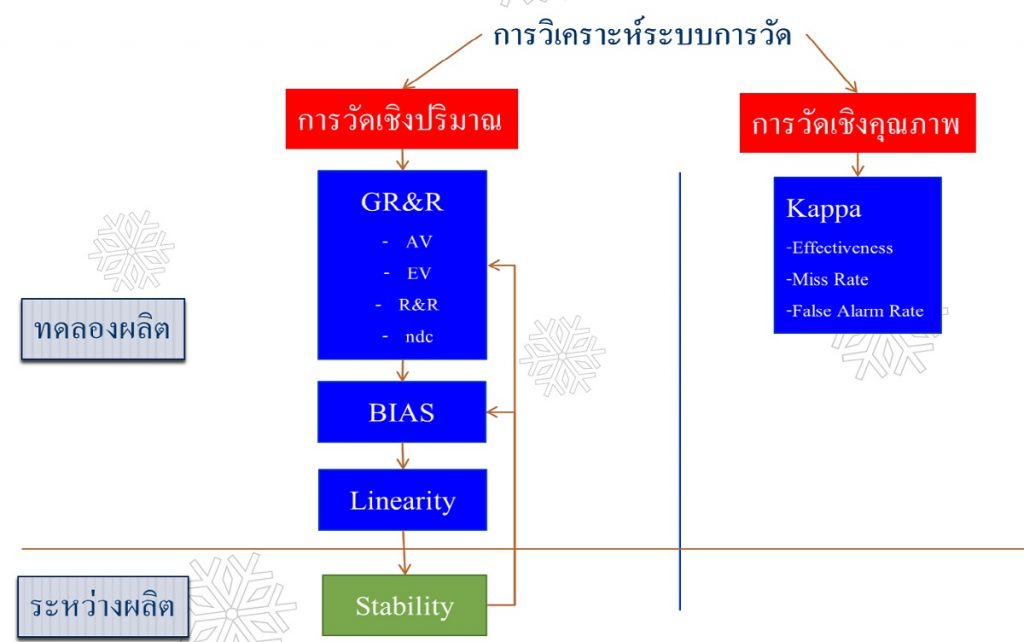
เครื่องมือที่จะต้องนำมาใช้ในการวิเคราะห์ระบบการวัดเพื่อบ่งชี้ปัญหามีอยู่ 5 ชนิดและมีการวิเคราะห์ตามลำดับดังนี้
 การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ
การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ
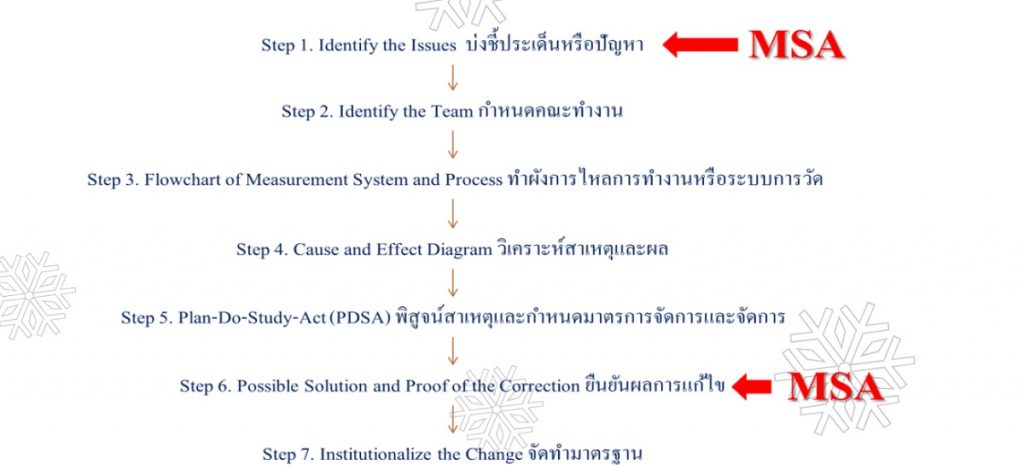
ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด Measurement Problem Analysis
การวิเคราะห์ระบบการวัด (MSA) สำหรับการตรวจสอบข้อมูลเชิงคุณลักษณะหรือข้อมูลนับ (Attribute) เช่น “สี, เนื้อ, ความเงา, ความเป็นประกาย, ตัวหนังสือ, ความแตกต่างด้านรูปลักษณ์” ย่อมต้องมีเกิดขึ้นในแต่กระบวนการดังนั้นเพื่อให้เกิดการตรวจสอบที่มีประสิทธิภาพ จึงจำเป็นต้องมีการปรับปรุงและพัฒนาการตรวจสอบ เครื่องมือหนึ่งที่สามารถใช้ในการประเมินความสามารถในการตรวจสอบเชิงคุณภาพ
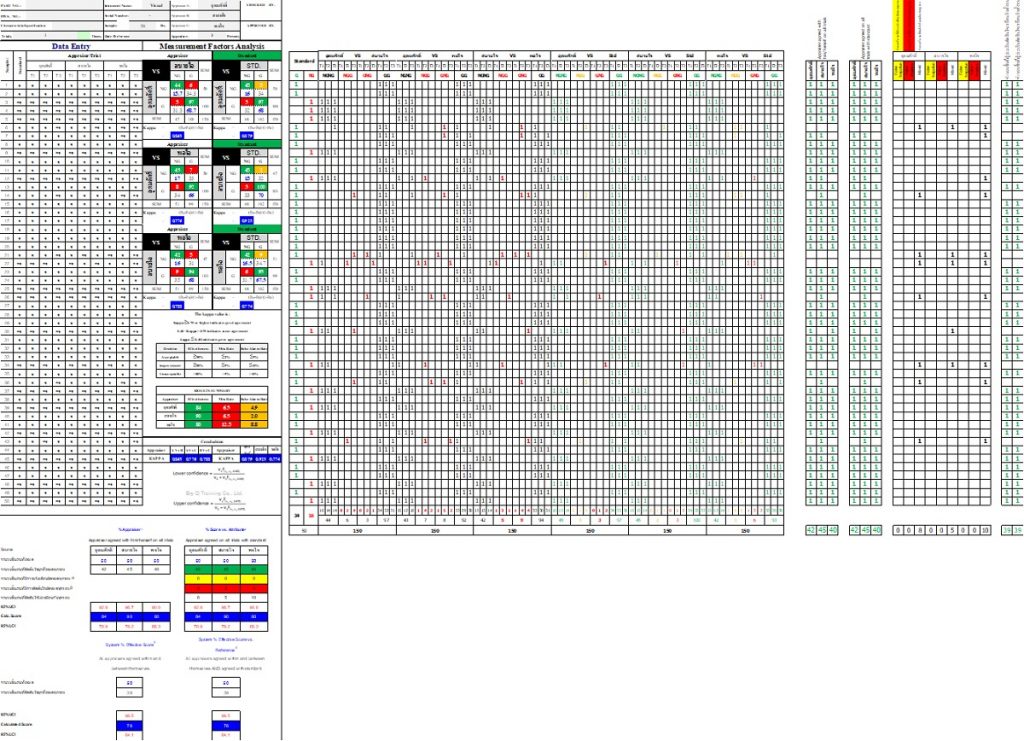
ที่ได้รับความนิยมมากคือ Kappa coefficient หรือชื่อทางการคือสัมประสิทธิ์แคปปาของโคเฮน 1960 (Cohen’s kappa coefficient) เป็นค่าสัมประสิทธิ์ตัวชี้วัดทางสถิติระหว่างผู้ให้ความเห็นสองฝ่าย ว่ามีความเห็นตรงกันมากหรือน้อยอย่างไร โดยค่าสูงสุดที่เป็นไปได้คือ 1.0 หมายถึงทุกฝ่ายเห็นตรงกันหมด ส่วน 0.0 หมายถึง ไม่มีฝ่ายใดเห็นตรงกันเลยในการวิเคราะห์ระบบการวัดได้มีการเปรียบเทียบดังนี้
– ผู้วัดกับผู้วัด (APPERAISER CROSS APPERAISER) ค่าที่ดีที่สุดคือ 1
– ผู้วัดกับมาตรฐาน (APPERAISER CROSS REFFERENCE) ค่าที่ดีที่สุดคือ 1
การข้อมูลทางสถิติที่เก็บมายังสามารถเอาข้อมูลมาวิเคราะห์ให้เห็นถึง
– ประสิทธิภาพของการวัดที่ถูกต้อง (Effectiveness) ค่าที่ดีที่สุดคือ 100%
– อัตราการวัดที่ผิดพลาด (Miss Rate) ค่าที่ดีที่สุดคือ 0%
– การแจ้งเตือนที่ผิดพลาด (False Alarm Rate) ค่าที่ดีที่สุดคือ 0%
และยังเป็นเครื่องมือที่ทำให้สามารถวิเคราะห์ถึงจุดที่เกิดความผิดพลาดเพื่อนำไปสู่กระบวนการแก้ไขที่ถูกต้องทำให้พนักงานคนนั้นๆมีศักยภาพในการตรวจวัดที่ดี
วัตถุประสงค์
1. เพื่อทำให้ผู้เข้าอบรมทราบวิธี การวิเคราะห์ระบบการวัด (MSA) สำหรับข้อมูลเชิงคุณลักษณะหรือข้อมูลนับ (Attribute) เช่น “สี, เนื้อ, ความเงา, ตัวหนังสือ
2. เพื่อทำให้สามารถทราบวิธีการแก้ไขปัญหาที่เกิดความผิดพลาดในแต่ละประเภท
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน พนักงานตรวจสอบและผลิต และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม 1 วัน 09.00-16.30
หัวข้อสัมมนา
บทนำ
– ความเข้าใจพื้นฐานและวัตถุประสงค์ของ MSA
– ข้อกำหนด IATF16949 ที่เกี่ยวข้องกับ MSA
– ความหมายของ “การวัด”
– ผลกระทบของการวัด (α , β )ที่มีต่อผลิตภัณฑ์และกระบวนการ
– บทบาทของการวัดต่อการควบคุมกระบวนการ และผลิตภัณฑ์
– หลักการและความแปรผันในระบบการวัด
– ความคลาดเคลื่อนของระบบการวัด
– ความถูกต้องและความแม่นยำของการวัด
– การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ
– ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด
– บ่งชี้ประเด็นหรือปัญหาที่เกิดขึ้นในการวัด
– สิ่งที่ต้องเตรียมการก่อนการวิเคราะห์ระบบการวัด
– ปัญหาที่เกิดขึ้นในการตรวจสอบคุณลักษณะหรือข้อมูลนับ (Attribute) เช่น “สี, เนื้อ, ความเงา, ความเป็นประกาย, ตัวหนังสือ
KAPPA
– KAPPA คืออะไร
– การประเมินความสามารถในการตรวจสอบ Effectiveness ,Miss Rate, False Alarm Rate
– ขั้นตอนการประเมินการตรวจสอบด้วยสายตา
– การวิเคราะห์และบ่งชี้ปัญหาที่เกิดขึ้นในการตรวจสอบ
– การแก้ไขปัญหาที่เกิดขึ้นจากการตรวจสอบที่ผิดพลาด
– การประเมินผลการแก้ไขความผิดพลาดในการตรวจสอบ
การพัฒนาทักษะผู้ตรวจสอบ
– การบ่งชี้ความจำเป็นในการอบรมด้วย Skill Map จากแผนควบคุมคุณภาพ
– Q&A
รูปแบบการอบรม
– บรรยาย 30% Workshop 70%
– ทำกิจกรรมผ่านชุด WORKSHOP โดยใช้เครื่องมือและชิ้นงานจริงขององค์กร
– ทำกิจกรรมกลุ่มในการประเมินและร่วมกันระดมความคิดในการวิเคราะห์และแก้ไขปัญหา
สิ่งที่องค์กรต้องจัดเตรียมในแต่ละกลุ่ม
– ชิ้นงาน part เดียวกัน จำนวน 20 ชิ้นขึ้นไป และมีการแบ่งกลุ่มออกเป็น 4 ส่วนดังนี้ ถุงที่ 1 ชิ้นงานดี 30% , ถุงที่ 2 ชิ้นงานเสีย 30% ,ถุงที่ 3 ชิ้นงานที่ตัดสินใจยากแต่ดี 20% ,ถุงที่4 ชิ้นงานที่ตัดสินใจยากแต่เป็นชิ้นงานเสีย 20% ( ผู้เลือกชิ้นงานมาตรฐานต้องเป็นผู้วัดที่มีความสามารถในการตัดสินที่แม่นยำ )
– WI limit sample , โน๊ตบุ๊ค 1 เครื่องต่อกลุ่มและ office excel