
Keyword ค้นหาที่เกี่ยวข้อง
หลักสูตร msa , อบรม MSA , คู่มือ MSA 4th Edition , MSA Training , MSA 4th Edition PDF , msa 4th edition ภาษาไทย , การทำ msa , ตัวอย่าง MSA Plan , Gage R&R Attribute คือ , GR&R ทฤษฎี , Attribute Gage R&R ตัวอย่าง , แบบฟอร์ม msa , คอร์สอบรม msa , การวิเคราะห์ระบบการวัด msa pdf , msa คืออะไร
บทนำ หลักสูตร MSA
วัตถุประสงค์เป้าหมายของระบบ QMS ของอุตสาหกรรมยานยนต์มี 7 ประการ โดยมีการประยุกต์ใช้ Core Tools เพื่อทำให้ 3 วัตถุประสงค์เฉพาะสำเร็จ
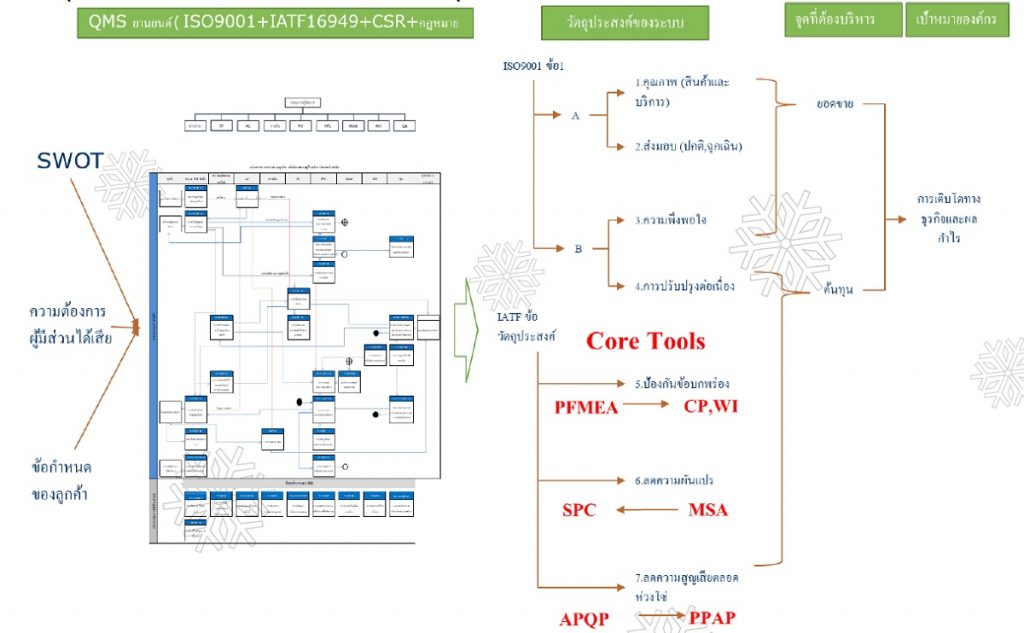
การลดความผันแปรของผลิตภัณฑ์มีหลายวิธีการเครื่องมือหนึ่งที่อุตสาหกรรมยานยนต์ใช้คือ SPC ซึ่งต้องใช้ข้อมูลด้านสถิตินำมาใช้ในการควบคุมกระบวนการถ้าข้อมูลไม่มีความถูกต้องแม้นยำ การควบคุมกระบวนการก็จะทำได้ไม่สมบูรณ์ ดังนั้นจึงต้องมี การวิเคราะห์ระบบการวัด MSA ทั้งการวัดผลิตภัณฑ์และกระบวนการ เพื่อบ่งชี้ปัญหา และดำเนินการจัดการ เพื่อทำให้ข้อมูลที่ได้จากการวัดมีความถูกต้องแม่นยำ น่าเชื่อถือ
ระบบการวัดปัจจุบันมีความสำคัญต่อการ ยืนยันผลการตรวจสอบคุณภาพ ถึงแม้ว่าระบบการผลิตจะมีความถูกต้องแต่ถ้าระบบการวัดมีความผิดพลาดก็อาจส่งผลต่อการตัดสินใจที่คลาดเคลื่อนได้ จะเกิดอะไรขึ้นถ้าระบบการวัดขาดความเที่ยงตรง และความแม่นยำ
 Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัดซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีความน่าเชื่อถือ
Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัดซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีความน่าเชื่อถือ
กระบวนการวัดคือ กิจกรรมที่รวบรวมไว้ซึ่ง อุปกรณ์วัดคุม เกจวัด มาตรฐาน การปฏิบัติงาน วิธีการ อุปกรณ์จับยึดงานซอฟต์แวร์ บุคลากร สิ่งแวดล้อม และข้อสมมุติต่างที่ ที่ใช้ในการกำหนดปริมาณของหน่วยการวัดหรือประเมินคุณลักษณะที่ได้รับการวัด หรือ กล่างอย่างง่ายคือกระบวนการอย่างสมบูรณ์ที่ใช้ในการวัด

ชนิดความผิดพลาด
• Type I error สัญญาณเตือนที่ผิดพลาด เกิดขึ้นเมื่อ ปฏิเสธสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักเป็นจริง และควรที่จะยอมรับ เช่นสินค้าดีแต่ผลการตัดสินใจบอกเป็นเสีย ซึ่งแสดงผลโดยใช้สัญลักษณ์ α (Alpha)
• Type II error การวัดที่ผิดพลาด เกิดขึ้นเมื่อ ยอมรับสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักไม่เป็นจริง และควรที่จะปฏิเสธ เช่นสินค้าเสียแต่ผลการตัดสินใจบอกเป็นสินค้าดี ซึ่งแสดงผลโดยใช้สัญลักษณ์ β (Beta)
ผลกระทบ
• Type I error ผู้ผลิตมีโอกาสเสี่ยงที่อาจทิ้งสินค้าดี กระบวนการอาจมีการหยุดชะงัก หรือผลิตสินค้าใหม่มาทดแทนโดยไม่มีเหตุอันควร
• Type II error ลูกค้ามีโอกาสเสี่ยงที่อาจได้รับของเสีย กระบวนการอาจมีการนำวัตถุดิบหรือสินค้ากึ่งสำเร็จรูปที่ไม่ดีไปใช้ทำให้สูญเสียต้นทุนในการผลิต
เมื่อไรต้องวิเคราะห์ระบบการวัด
• เมื่อมีงานใหม่หรือมีการเปลี่ยนแปลงงาน
• เมื่อ 4M1E ในกระบวนการวัดเปลี่ยน
• เมื่อชิ้นงานถูกตีกลับจากกระบวนการถัดไป( แต่พนังงานตรวจไม่พบ)
• เมื่อถึงกำหนดตามที่วางแผนไว้
ต้องวิเคราะห์การวัดของใครบ้าง
• ทุกคนที่มีผลต่อการตัดสินใจในคุณภาพ
• ทุกการ ตรวจสอบ การวัด และทดสอบ ที่ระบุในแผนควบคุม
• ทุกเครื่องมือที่ใช้งาน ( จัดเป็นกลุ่มได้ )
 เครื่องมือที่จะต้องนำมาใช้ในการวิเคราะห์ระบบการวัดเพื่อบ่งชี้ปัญหามีอยู่ 5 ชนิดและมีการวิเคราะห์ตามลำดับดังนี้
เครื่องมือที่จะต้องนำมาใช้ในการวิเคราะห์ระบบการวัดเพื่อบ่งชี้ปัญหามีอยู่ 5 ชนิดและมีการวิเคราะห์ตามลำดับดังนี้
การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ

ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด Measurement Problem Analysis : MSA

ตัวอย่าง Form
Variable Gage R&R 4th ANOVA Method
Stability 4th
Linearility 4 th
Cg Cgk
Bias 4th
Attribute Gage R&R KAPPA for 50p – 3t 4th
Variable Gage R&R 4th X-R Method
วัตถุประสงค์
1.เพื่อให้ผู้ฝึกอบรมมีความรู้ความเข้าใจหลักการวิเคราะห์ระบบการวัด Measurement System Analysis ( MSA ) 4th Edition ตามคำแนะนำของ AIAGทั้งแบบ Variables และ Attribute
2.เพื่อให้ผู้เข้ารับการอบรม มีทักษะการวิเคราะห์ระบบการวัด ( ทดลอง , เก็บข้อมูล วิเคราะห์ผล และ ประเมินสาเหตุของปัญหาได้ ผ่าน Workshop จริง )
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม
บทนำ
– ความเข้าใจพื้นฐานและวัตถุประสงค์ของ MSA
– ข้อกำหนด IATF16949 ที่เกี่ยวข้องกับ MSA
– ความหมายของ “การวัด”
– ผลกระทบของการวัด (α , β )ที่มีต่อผลิตภัณฑ์และกระบวนการ
– บทบาทของการวัดต่อการควบคุมกระบวนการ และผลิตภัณฑ์
– หลักการและความแปรผันในระบบการวัด
– ความคลาดเคลื่อนของระบบการวัด
– ความถูกต้องและความแม่นยำของการวัด
– การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ
– ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด
– บ่งชี้ประเด็นหรือปัญหาที่เกิดขึ้นในการวัด
– สิ่งที่ต้องเตรียมการก่อนการวิเคราะห์ระบบการวัด
การวิเคราะห์ความสามารถของเครื่องมือวัด ( เฉพาะ VDA , BOSCH )
– Cg , Cgk คืออะไร
– ขั้นตอนการวิเคราะห์ Cg , Cgk
– คำนวณหาค่า Cg , Cgk , %𝑅𝑒𝑠𝑜𝑙𝑢𝑡𝑖𝑜𝑛 , %𝑉𝑎𝑟 (𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦), %𝑉𝑎𝑟 (𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑎𝑛𝑑 𝐵𝑖𝑎𝑠)
– ทดสอบสมมุติฐาน Bias=0 โดย P-values For t-score
– คำนวนหาค่า Minimum Tolerance (Tmin) Cg , Cgk , RE
การวิเคราะห์ความผันแปรภายในกลุ่มและความผันแปรระหว่างกลุ่ม ของระบบการวัดแบบ Variable
– GR&R คืออะไร
วิธีค่าเฉลี่ยและพิสัย (Average and Rang method)
– ขั้นตอนการวิเคราะห์ GR&R
– Graphical Analysis การวิเคราะห์เชิงกราฟ Run Chart , Whiskers Chart , Xbar-R
– Numerical Analysis การวิเคราะห์เชิงตัวเลข
การคำนวณและการวิเคราะห์ ค่า Repeatability , Reproducibility , GR&R , Rp , PV , TV ,ndc
– อ่านค่าและตีความ
Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
วิธีวิเคราะห์ความแปรปรวน (Analysis of Variance; ANOVA)
– ขั้นตอนการวิเคราะห์ GR&R
– การตั้งสมมติฐานในการทดสอบ Two-way ANOVA
– คำนวณ xbar , xdbbar , sd Part , Appr SD ของ Appraisers
– Graphical Analysis การวิเคราะห์เชิงกราฟ
– คำนวณ xdbbar , sd xbar Part , Repeatability , Reproducibilityg , GRR ของ Part
– การคำนวณค่า h,k
– คำนวณ Repeatability , Reproducibilityg , GRR โดยรวม
– การคำนวณและการวิเคราะห์ ค่า DF, SS, MS,F-Ratio,P-value,F critical ,Variance,STD Dev,6*STD Dev,% of TV,% Contribution,ndc
– อ่านค่าและตีความ
Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความเบี่ยงเบนของระบบการวัดแบบ Variable ( Bias )
– Bias คืออะไร
– ขั้นตอนการวิเคราะห์ความถูกต้อง
– คำนวณหาค่า bias
– คำนวณหาช่วงความเชื่อมั่น (Confidence Intervals) ของ Bias
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความความสามารถในการทำซ้ำและเบี่ยงเบน เมื่อเปลี่ยนย่านวัด แบบ Variable ( Linearity )
– Linearity คืออะไร
– ขั้นตอนการวิเคราะห์ความเที่ยงตรงและแม่นยำในแต่ละย่านวัด
– คำนวณหาค่า bias แต่ละย่านวัด
– คำนวณหาช่วงความเชื่อมั่น ของ Bias แต่ละย่านวัด
– การยืนยันสมมติฐานของค่า (a , b )
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์เสถียรภาพของระบบการวัดแบบ Variable ( Stability )
– Stability คืออะไร
– ขั้นตอนการทวนสอบความเที่ยงตรงและแม่นยำ
– การคำนวณหาค่า UCL , LCL ของ Bais
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความถูกต้องและทำเหมือน ระบบการวัดแบบ Attribute
– Kappa คืออะไร
– ขั้นตอนการวิเคราะห์ Repeatability , Reproducibility แบบ Attribute
– การคำนวณ Kappa , Effectiveness , Miss Rate , False Alarm Rate
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
– Q&A
รูปแบบการอบรม
– บรรยาย 30% Workshop 70%
– ทำกิจกรรมกลุ่มในการประเมินและร่วมกันระดมความคิด
สิ่งที่องค์กรต้องจัดเตรียม ( ต่อกลุ่ม )
วิเคราะห์ระบบการวัดแบบ Variable GR&R , bias , Linearity , Stability
1. ชิ้นงาน part เดียวกัน จำนวน 10 ชิ้น จะต้องมีขนาดแตกต่างกันอย่างน้อย 5 กลุ่ม ถ้าต่ำกว่านี้ค่า ndc จะต่ำ
2. เครื่องมือวัด 1ตัว หรือมากกว่า อาจเป็นเวอร์เนียร์หรือไมโคร ความละเอียดแย่สุด1/3 ของspecที่จะวัด (ควรมีความระเอียดมากกว่าไม่งั้นค่า ndc จะต่ำเหมือนกัน
3 โน๊ตบุ๊ค 1 เครื่อง ต้องมีโปรแกรม office excel ด้วย
วิเคราะห์ระบบการวัดแบบ Attribute
1. ชิ้นงานสำหรับทดสอบ part เดียวกัน จำนวน 20 ชิ้น และมีการแบ่งกลุ่มออกเป็น 4 ส่วนดังนี้
ถุงที่ 1 ชิ้นงานดี 30%
ถุงที่ 2 ชิ้นงานเสีย 30%
ถุงที่ 3 ชิ้นงานที่ตัดสินใจยากแต่ดี 20%
ถุงที่4 ชิ้นงานที่ตัดสินใจยากแต่เป็นชิ้นงานเสีย 20%
2. WI limit sample ที่บอกว่าชิ้นงานแบบไหนยอมรับได้หรือไม่ได้
3. ชิ้นงานเสียแต่ละประเภทเอามาใช้สอนก่อนการทดลอง ห้ามนำชิ้นงานที่จะมาทดลองมาสอนเนื่องจากจะเป็นการเฉลย)
4. อุปกรณ์สำหรับตรวจ (ถ้ามี) เช่นแว่นขยายถ้าจำเป็นต้องใช้