
Keyword ค้นหาที่เกี่ยวข้อง
หลักสูตร SPC , อบรม SPC , การประยุกต์ใช้ spc , SPC Training , อบรมหลักสูตร spc , ฝึกอบรม spc , statistical process control spc คืออะไร , การควบคุมคุณภาพเชิงสถิติ spc , คู่มือ SPC , SPC คืออะไร
บทนำ หลักสูตร SPC อบรม
STATISTICAL PROCESS CONTROL : SPC การควบคุมกระบวนการด้วยสถิติ เป็นวิธีการหนึ่งที่ช่วยทำให้องค์กรสามารถ “ ลดความผันแปรของกระบวนการผลิตและผลิตภัณฑ์ ” ได้เพื่อทำให้สินค้าเข้าใกล้ค่า SPEC ที่ลูกค้ากำหนดมา และลดความเสียหายที่อาจเกิดขึ้นได้จากสินค้าด้อยคุณภาพ ซึ่งเป็นหนึ่งในดัชนีชี้วัดความสำเร็จของระบบ IATF16949
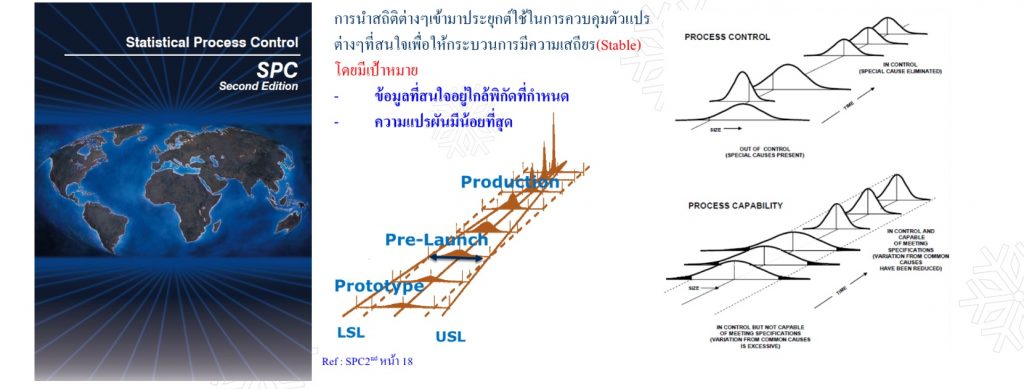 หลักการนี้มุ่งเน้นให้พยายามใช้เทคนิคทางสถิติเข้าไปควบคุมเหตุ ( ตัวแปรต้นที่ส่งผลต่อ ผลิตภัณฑ์ ) เช่น ความร้อน ความเร็วรอบ เป็นต้นให้อยู๋ในสถานะที่ควรจะเป็นและแปรผันให้น้อยสุด และ ประเมินผลที่ตัวผลิตภัณฑ์
หลักการนี้มุ่งเน้นให้พยายามใช้เทคนิคทางสถิติเข้าไปควบคุมเหตุ ( ตัวแปรต้นที่ส่งผลต่อ ผลิตภัณฑ์ ) เช่น ความร้อน ความเร็วรอบ เป็นต้นให้อยู๋ในสถานะที่ควรจะเป็นและแปรผันให้น้อยสุด และ ประเมินผลที่ตัวผลิตภัณฑ์
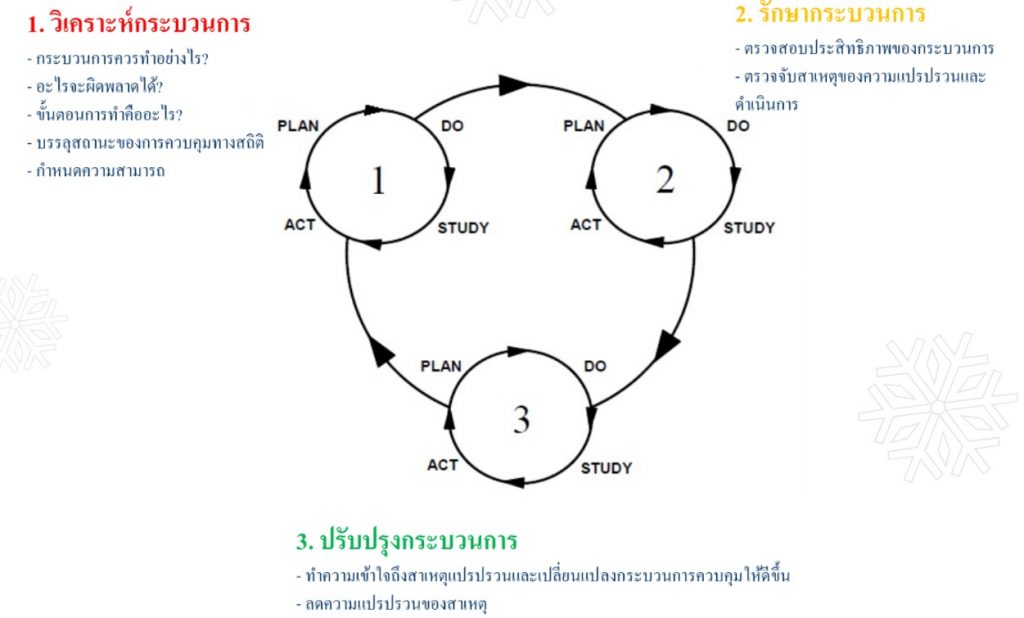
ขั้นตอนของวัฏจักร PDSA การปรับปรุงกระบวนการต่อเนื่อง
 การควบคุมกระบวนการด้วยสถิติ
การควบคุมกระบวนการด้วยสถิติ
 ขั้นตอนการวิเคราะห์และรักษา ความสามารถของกระบวนการ
ขั้นตอนการวิเคราะห์และรักษา ความสามารถของกระบวนการ
 การศึกษาความสามารถของกระบวนการ Process Capability ใช้ข้อมูลจากตัวอย่าง เพื่อทำนายความสามารถของกระบวนการผลิตเพื่อยืนยันว่าผลิตชิ้นส่วนที่เป็นไปตามข้อกำหนดได้ดีเพียงใด
การศึกษาความสามารถของกระบวนการ Process Capability ใช้ข้อมูลจากตัวอย่าง เพื่อทำนายความสามารถของกระบวนการผลิตเพื่อยืนยันว่าผลิตชิ้นส่วนที่เป็นไปตามข้อกำหนดได้ดีเพียงใด
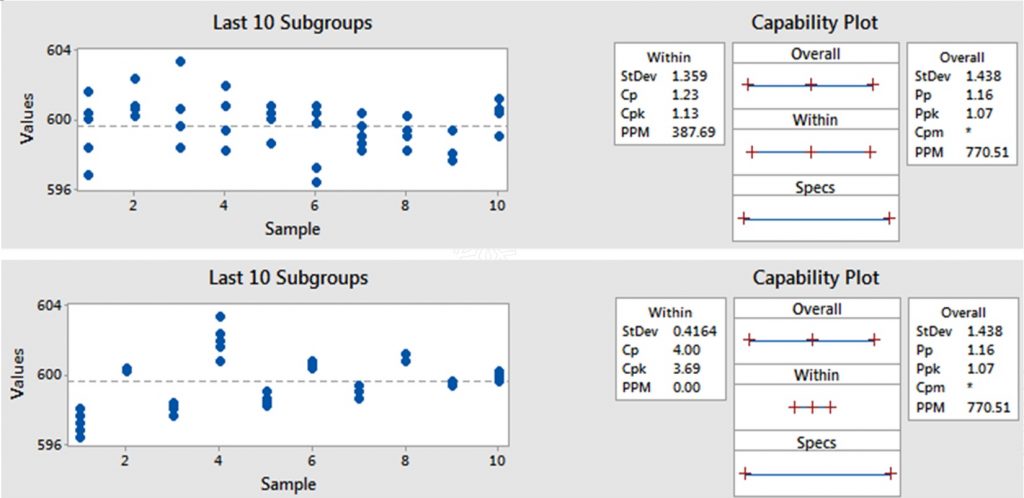
 ผลความแตกต่างระหว่างการใช้ค่าเบียนเบนมาตรฐาน
ผลความแตกต่างระหว่างการใช้ค่าเบียนเบนมาตรฐาน
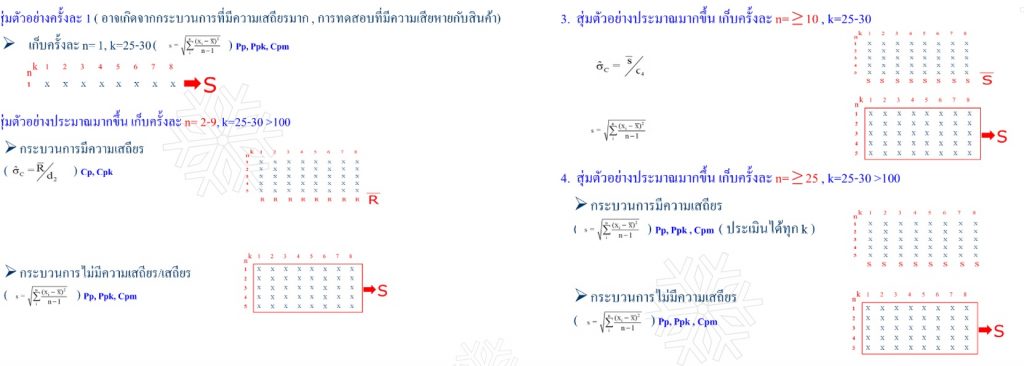
 แนะนำการศึกษา ทดลองผลิต
แนะนำการศึกษา ทดลองผลิต
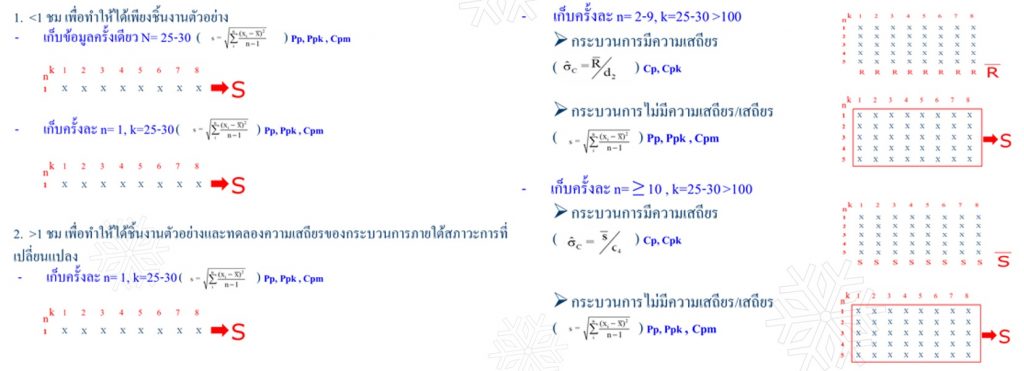 แนะนำการศึกษา ระหว่างผลิต
แนะนำการศึกษา ระหว่างผลิต
 ในการพิจารณาเลือกใช้เครื่องมือทางสถิติต้องมีความเข้าใจด้านคุณสมบัติของเครื่องมือแต่ละประเภท และ การวิเคราะห์ข้อมูลจากผลที่แสดงออกมา
ในการพิจารณาเลือกใช้เครื่องมือทางสถิติต้องมีความเข้าใจด้านคุณสมบัติของเครื่องมือแต่ละประเภท และ การวิเคราะห์ข้อมูลจากผลที่แสดงออกมา
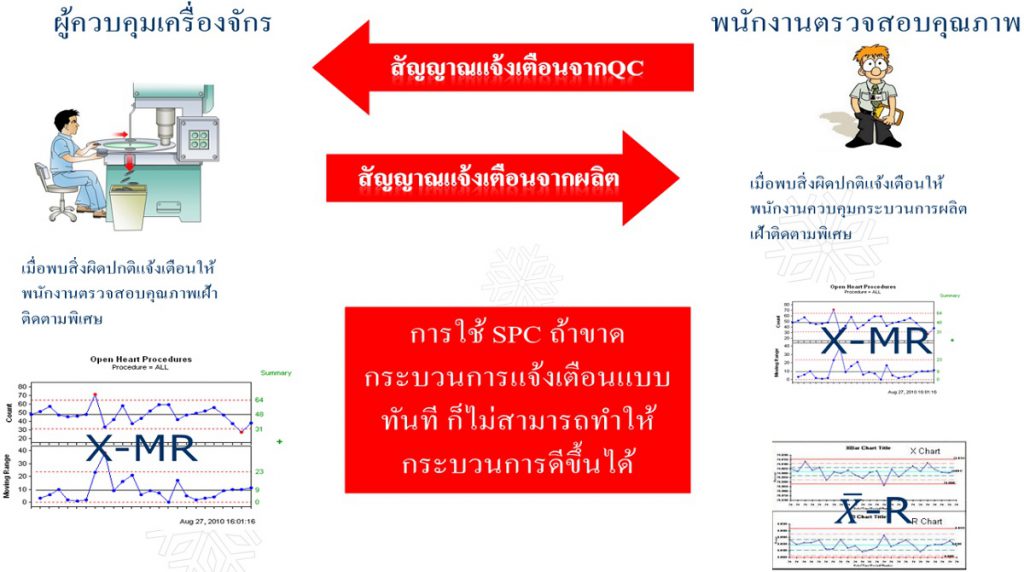
ปัญหาที่พบในการควบคุมกระบวนการโดยทั่วไปคือผู้ดำเนินการไม่เข้าใจขั้นตอนและวิธีการควบคุมกระบวนการที่ถูกต้องโดยมุ่งเน้นแต่การเก็บข้อมูลมาแสดงผลเมื่อมีการผลิตเสร็จเพื่อส่งให้ลูกค้าเท่านั้นและอีกทั้งยังไม่เข้าใจรูปแบบปัญหาที่เกิดขึ้นจากการดูกราฟควบคุมและไม่สามารถแจ้งเตือนเมื่อเกิดปัญหาได้
ในกระบวนการวัดย่อยต้องมีความแปรผันเกิดขึ้นซึ่งแบ่งเป็น 2 ลักษณะดังนี้
1 สาเหตุธรรมชาติ (Common cause) เป็นความผันแปรที่เกิดจากสาเหตุธรรมชาติ โดยค่าความผันแปรมีลักษณะเสถียรภาพ สามารถคาดการณ์ได้
2 สาเหตุผิดพลาด (Special cause) เป็นความผันแปรที่เกิดจากสาเหตุผิดพลาด เนื่องจากปัจจัยภายนอก ค่าดังกล่าวจะไม่เสถียร และคาดการณ์ไม่ได้
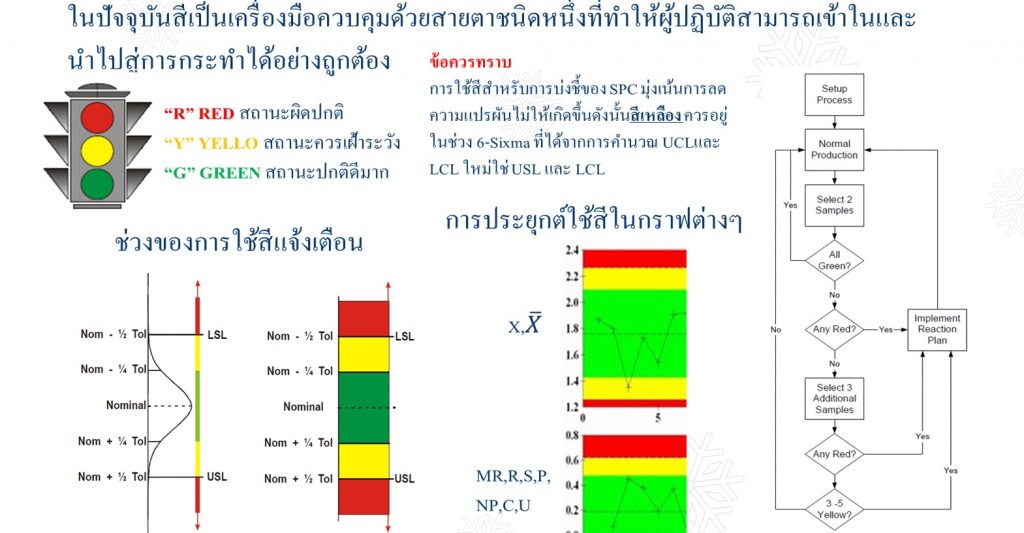 ตัวอย่างการใช้สี
ตัวอย่างการใช้สี
 เนื่องด้วยแนวคิดและหลักการนี้การใช้สถิติสำหรับการควบคุมและการแจ้งเตือนเมื่อพบปัญหาจึงจำเป็นในการผลิตเป็นอย่างมากโดยอธิบายในรูปต่อไปนี้
เนื่องด้วยแนวคิดและหลักการนี้การใช้สถิติสำหรับการควบคุมและการแจ้งเตือนเมื่อพบปัญหาจึงจำเป็นในการผลิตเป็นอย่างมากโดยอธิบายในรูปต่อไปนี้
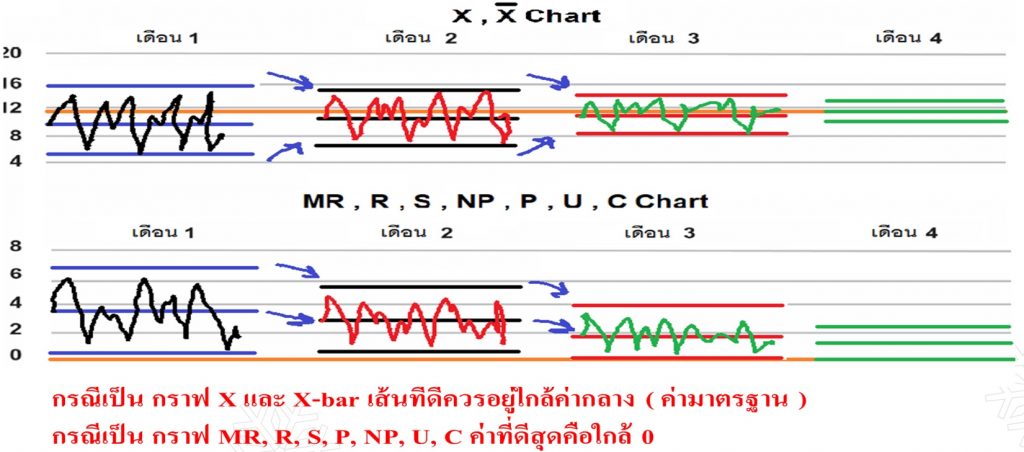
 ในช่วงเวลาที่เหมาะสมองค์กรควรจะมีการทบทวนเพื่อลดความแปรผันในกระบวนการด้วยการทบทวนเส้นควบคุม เพื่อทำให้กระบวนการเสถียรมากขึ้น
ในช่วงเวลาที่เหมาะสมองค์กรควรจะมีการทบทวนเพื่อลดความแปรผันในกระบวนการด้วยการทบทวนเส้นควบคุม เพื่อทำให้กระบวนการเสถียรมากขึ้น
 วัตถุประสงค์
วัตถุประสงค์
1.เพื่อให้มีความรู้ความเข้าใจแนวคิดและขั้นตอนของการควบคุมกระบวนการด้วยเทคนิคทางสถิติ SPC
2.เพื่อให้สามารถการวิเคราะห์ความสามารถของกระบวนการ Process Capability Analysis ( PCA ) Cp, Cpk และ Pp, Ppk
3. เพื่อให้สามารถใช้แผนภูมิควบคุมสำหรับการควบคุมกระบวนการด้วยสถิติ
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม
บทนำ
– จุดมุ่งหมายของ IATF16949 และความสัมพันธ์กับ Core Tools
– SPC คืออะไร และวัตถุประสงค์การดำเนินงาน
– ขั้นตอนของวัฏจักร PDSA การปรับปรุงกระบวนการต่อเนื่อง
– แนวคิดการใช้ SPC เพื่อควบคุมกระบวนการ
– ข้อกำหนด IATF 16949 ที่เกี่ยวข้องกับ SPC
ความรู้พื้นฐานด้านสถิติเพื่อการควบคุมกระบวนการ
– การเก็บข้อมูลทางสถิติ , ประเภทข้อมูล
– การวัดแนวโน้มเข้าสู่ศุนย์กลาง (Measure of location)
– การวัดการกระจายของข้อมูล (Measure of Dispersion)
– การศึกษาความผันแปร (Variable) โดย histogram
ขั้นตอนการควบคุมกระบวนการด้วยสถิติ
– ขั้นตอนการวิเคราะห์และรักษา ความสามารถของกระบวนการ
– ข้อกำหนด PPAP (PPAP Requirements) ที่เกี่ยวข้องกับการประเมินความสามารถกระบวนการ สำหรับการเลือกใช้ Cp, Cpk และ Pp, Ppk
การวิเคราะห์ความสามารถของกระบวนการ Process Capability Analysis ( PCA )
– ความเสถียรของกระบวนการ Process Stability
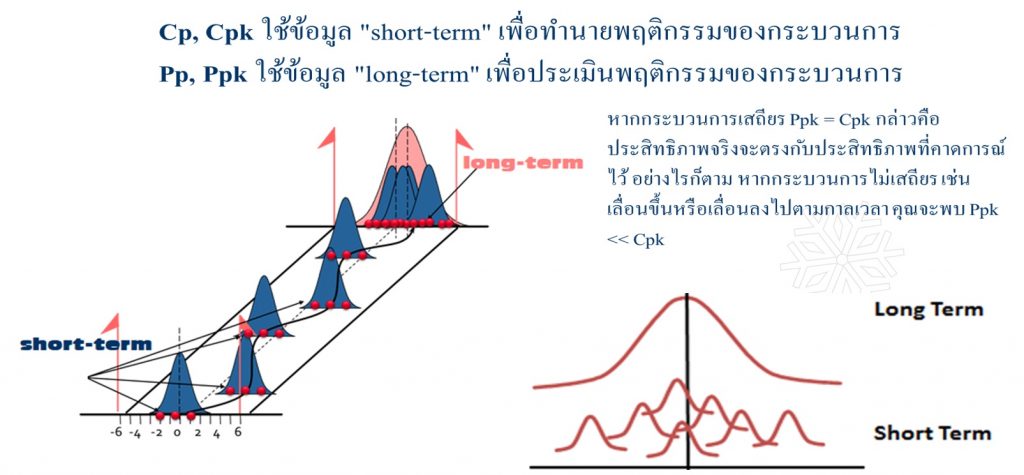
– พฤติกรรมกระบวนการระยะสั้นและระยะยาว
– ความแตกต่างระหว่าง Cp, Cpk และ Pp, Ppk
– ผลความแตกต่างระหว่างการใช้ค่าเบียนเบนมาตรฐาน
– เทคนิคการประมาณค่าโดย Cp, Cpk และ Pp, Ppk ไม่ต้องใช้การคำนวณ
ศึกษาสมรรถนะของกระบวนการ Pp, Ppk (long-term)
– การคำนวณค่า Pp , Ppk 30 ข้อมูล
– การตีความผล และ สภาพของข้อมูลจาก histogram
– การคำนวณค่า Pp , Ppk 100 ข้อมูล
– การตีความผล และ สภาพของข้อมูลจาก histogram
ศึกษาความสามารถของกระบวนการ Cp, Cpk (short-term )
– การคำนวณค่า Cp , Cpk
– การตีความผล และ สภาพของข้อมูลจาก histogram
ศึกษาความสามารถของกระบวนการข้อมูลแบบนับ
– การคำนวณค่าความสามารถ Capability ในการผลิตสินค้าดี
แผนภูมิควบคุมสำหรับการควบคุมกระบวนการด้วยสถิติ
– สาเหตุของความแปรผัน
– แผนภูมิควบคุม (Control chart) คืออะไรและคุณสมบัติเครื่องมือ
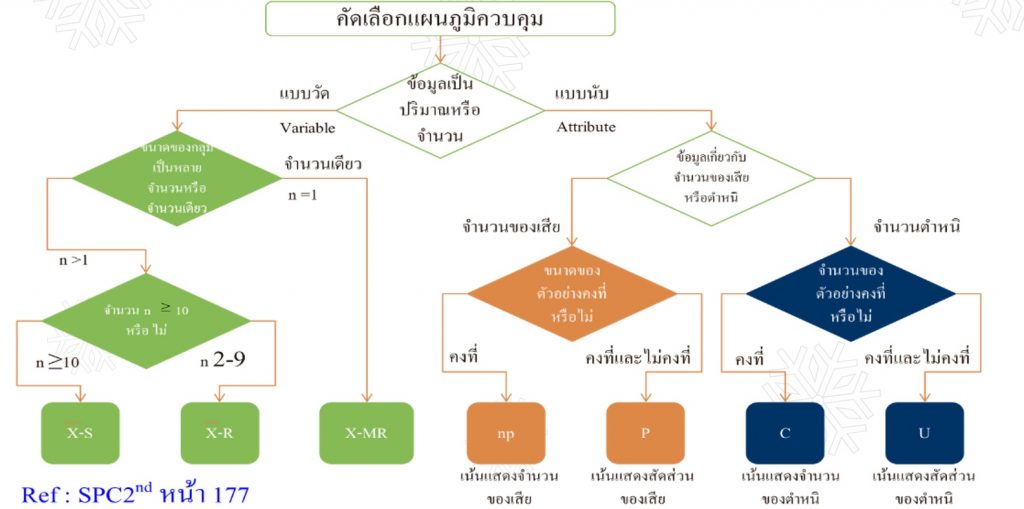
– การเลือกใช้แผนภูมิควบคุม
– รูปแบบของจุดในกราฟที่ส่งสัญญาณว่าเกิดความผิดปกติ
– ความสัมพันธ์ระหว่างแผนภูมีควบคุมและฮิตโตแกรม
– การแจ้งเตือน ( Alarm ) ระหว่างผู้ควบคุมตัวแปรต้นและผู้ตรวจสอบตัวแปรตาม
การควบคุมระหว่างผลิตโดยข้อมูลเชิงเดี่ยว
– แผนภูมิควบคุมค่าเดี่ยวและพิสัยเคลื่อนที่ X-MR
– ขั้นตอนการควบคุมและศึกษาระหว่างผลิต
– เก็บข้อมูลและกำหนดค่าควบคุม UCL , LCL
– เทคนิคการจัดทำกราฟควบคุม
• การแบ่งช่วงข้อมูลในกราฟควบคุม
• การใช้สี G Y R เพื่อบ่งชี้ความผิดปกติ
– การประเมินผลของ X-MR
การควบคุมและศึกษาระหว่างผลิตโดยข้อมูลแบบกลุ่ม
– แผนภูมิควบคุมค่าเฉลี่ยและพิสัย X-R
– ขั้นตอนการควบคุมและศึกษาระหว่างผลิต
– เก็บข้อมูลและกำหนดค่าควบคุม UCL , LCL
– การประเมินผลของ X-R และทำความเข้าใจกับสาเหตุที่น่าจะเป็น เช่น อาการจากเครื่องจักรสึกหรอ เครื่องจักรเสีย ตั้งเครื่องผิด เป็นต้น
– แผนภูมิควบคุม X-S และสูตรคำนวณ
การควบคุมและศึกษาระหว่างผลิต ข้อมูลแบบนับ Attribute
– แผนภูมิควบคุม P Chart , %
– ขั้นตอนการควบคุมและศึกษาระหว่างผลิต
– เก็บข้อมูลและกำหนดค่าควบคุม UCL , LCL
– แผนภูมิควบคุม np และสูตรคำนวณ
– แผนภูมิควบคุม u และสูตรคำนวณ
– แผนภูมิควบคุม c และสูตรคำนวณ
การระบุ SPC ในเอกสาร PFMEA/Control Plan
– Q&A
รูปแบบการอบรม
– บรรยาย 70% Workshop 30%
– การทำกิจกรรมทุกคนจะทำ workshop ที่สถาบันได้จัดเตรียมไว้ให้ในแต่ละหัวข้อ
สิ่งที่องค์กรต้องจัดเตรียม
เครื่องคิดเลข ไม่บรรทัดและดินสอ ถ้ามีปากกาเน้น สี เขียว เหลือง แดง จะดีมากเนื่องจากจะมีสอนการทำ การควบคุมด้วยการตาในกราฟควบคุมด้วย