
บทนำ
TPM เกิดในประเทศญี่ปุ่นแต่ไม่มีชื่อเป็นภาษาญี่ปุ่น ใช้คำทับศัพท์ว่าTPM ดังนั้นคำว่า TPM จึงไม่มีคำแปลที่เจาะจง โดยTPM เป็นตัวย่อมาจากคำเต็มว่า Total Productive Maintenace แต่ TPM ไม่ใช่หลักสูตรการฝึกอบรมเพื่อดูแลเครื่องจักร แต่ TPM เป็นกิจกรรมที่ทุกคนทั้งองค์กรจะต้องร่วมกันทำ เพื่อลดการสูญเสีย กำจัดความสูญเปล่า และเพิ่มประสิทธิภาพโดยรวมขององค์กร
ความหมายของ TPM
T ย่อมาจาก “Total”
Total Participation คือทุกคนในองค์กรจะต้องร่วมกันทำ
Total System คือทุกระบบที่เป็นประโยชน์ต่อองค์กรนำเข้ามาใช้ได้
Total Efficiency คือการกระทำทุกอย่างจะต้องมีการวัดผลเพื่อตรวจสอบความก้าวหน้า
P ย่อมาจาก”Productive”
สิ่งที่ทำทุกอย่างต้องดีขึ้นเรื่อย ๆ หรือ “Perfect” ความสมบูรณ์ขององค์กรนั้น
M ย่อมาจาก “Maintenance”
การรักษาสภาพ หรือมาตรฐานไม่ให้ตกต่ำลงจากเดิม แล้วค่อยพัฒนาขึ้นไปเรื่อย ๆ ซึ่งก็
เป็นระบบการจัดการขององค์กร รวมถึง “Mamagement” คือการจัดการ

ในการบริหารจัดการการผลิต พบว่ามีความสูญเสีย(Loss)เกิดขึ้นตลอดเวลา ทั้งจากการทำงานของคน เครื่องจักร พลังงาน การใช้วัสดุต่างๆ โดยที่ความสูญเสียนั้น มักไม่ได้รับการแก้ไขหรือจัดการอย่างเป็นระบบ ซึ่งเป็นสาเหตุที่ทำให้ต้นทุน การผลิตสูงขึ้นและปัญหาอื่นๆตามมา เช่นปัญหาคุณภาพ ผลผลิต การส่งมอบ ความปลอดภัย และขวัญกำลังใจ เป็นต้น ความสูญเสียทั้ง 16 ประการนี้ เป็นความสูญเสียที่ TPM มุ่งที่จะกำจัด เพื่อให้เกิดประสิทธิภาพในการทำงานที่สูงสุด ซึ่งการสูญเสียหลักในการผลิตแบ่งเป็นกลุ่มใหญ่ๆได้ 3 กลุ่มหลัก คือ เครื่องจักร คน และค่าใช้จ่าย
กลยุทธ์ในการดำเนินกิจกรรม TPM
 TPM เป็นกิจกรรมที่จะเปลี่ยนแนวคิดหรือทัศนคติในการทำงานของคนในองค์กร(Improving Human Resource) เพื่อเพิ่มประสิทธิภาพการทำงานได้สูงสุด ด้วยการทำกิจกรรมการดูแลรักษาด้วยตนเอง (AM) และจัดระบบการแก้ไขปัญหากับเครื่องจักรอุปกรณ์ ควบคู่กันไป ซึ่งจะส่งผลให้เกิดการเปลี่ยนแปลงวัฒนธรรมขององค์กรในที่สุด
TPM เป็นกิจกรรมที่จะเปลี่ยนแนวคิดหรือทัศนคติในการทำงานของคนในองค์กร(Improving Human Resource) เพื่อเพิ่มประสิทธิภาพการทำงานได้สูงสุด ด้วยการทำกิจกรรมการดูแลรักษาด้วยตนเอง (AM) และจัดระบบการแก้ไขปัญหากับเครื่องจักรอุปกรณ์ ควบคู่กันไป ซึ่งจะส่งผลให้เกิดการเปลี่ยนแปลงวัฒนธรรมขององค์กรในที่สุด
8 เสาหลักของ TPM
1. การให้การศึกษาและฝึกอบรม (Education and Training)
2. การดูแลรักษาด้วยตนเอง (Autonomous Maintenance)
3. การปรับปรุงเฉพาะเรื่อง (Specific Improvement)
4. การดูแลรักษาเชิงวางแผน (Planned Maintenance)
5. ความปลอดภัยและสิ่งแวดล้อม Safety and Environment)
6. การรักษาคุณภาพ (Quality Maintenance)
7. การควบคุมขั้นต้น (Initial Control)
8. การเพิ่มประสิทธิภาพของการบริหาร (Efficient Administration)

กระบวนการในการดำเนินงาน TPM ให้ประสบความสำเร็จได้จะต้องมีการดำเนินกิจกรรมหลัก 8 ข้อ หรือเรียกว่า 8 เสาหลัก ซึ่งครอบคลุมทุกๆหน่วยงาน และทุก ๆคนที่มีส่วนร่วมในการทำกิจกรรม TPM
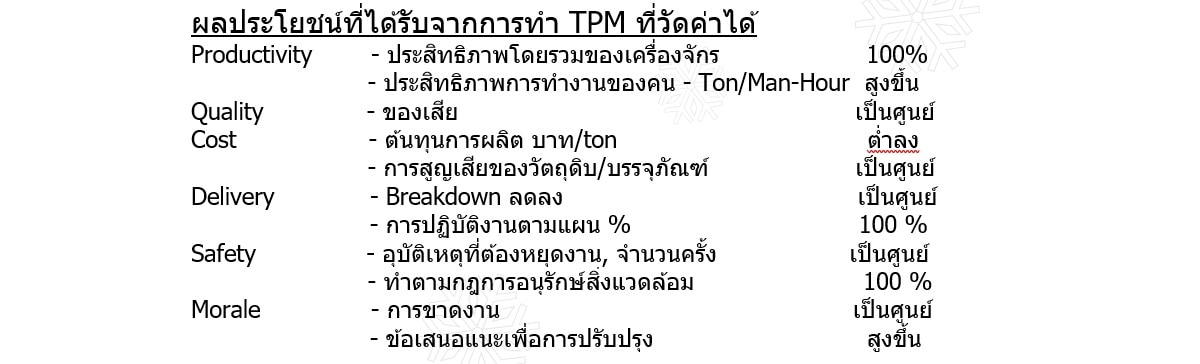
ประโยชน์ของการทำ TPM โดยรวมต่อองค์กร
• การทำงานอย่างเป็นทีมของพนักงานทั้งบริษัท
• ความรู้และทักษะของพนักงานดีขึ้น
• ที่ทำงานสะอาด ปลอดภัย และน่าทำงานมากขึ้น
• ทำให้พนักงานมรความรู้สึกเป็นเจ้าของ
• ภาพลักษณ์ของบริษัทดีขึ้น
เป้าหมายสูงสุดของ TPM
• Zero Failure ความเสียหายของเครื่องจักรเป็นศูนย์
• Zero Breakdown เครื่องจักรขัดข้องเป็นศูนย์
• Zero Defect ของเสียเป็นศูนย์
• Zero Accident อุบัติเหตุเป็นศูนย์
• High Morale พนักงานมีขวัญกำลังใจที่สูง
TPM ไม่ใช่โครงการที่มีการเริ่มต้นและมีวันสิ้นสุด แต่ TPM เป็นโปรแกรมระยะยาว ขึ้นอยู่กับศักยภาพของโรงงาน จึงจะประสบความสำเร็จ


วัตถุประสงค์
1. เพื่อให้ผู้เข้าอบรมเข้าใจและสามารถดำเนินงานในการทำ TPM และกิจกรรมในเสาหลักการดูแลรักษาด้วยตนเองใน 3 step แรกได้
2. เพื่อให้ผู้เข้าอบรมเข้าใจและสามารถประยุกต์ใช้กิจกรรมใน3 เสาหลัก คือ การศึกษาและฝึกอบรม,การปรับปรุงเฉพาะเรื่อง,การดูแลรักษาเชิงวางแผนในTPMได้
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน พนักงาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม 5 วัน 09.00-16.30
บทนำ
– แนวคิดและกรอบการทำ TPM ผลที่ได้จากการทำ TPM
– ความสูญเสีย 16 ประการ
– การหาค่าประสิทธิผลโดยรวมของเครื่องจักร Overall Equipment Effectiveness: OEE
การดูแลรักษาด้วยตนเอง ขั้นตอนที่ 1
– วัตถุประสงค์ของการดูแลรักษาด้วยตนเอง
– ความสูญเสียหลักจากเครื่องจักร 7 ประการ
– ความสามารถ 4 ประการของพนักงานคุมเครื่อง
– การทำความสะอาดเพื่อค้นหาข้อบกพร่อง
– การตรวจสอบด้วยสายตาเพื่อลดเวลาการตรวจสอบเครื่องจักร
– การจัดทำแนวทางการทำความสะอาด ตรวจสอบและหล่อลื่นเครื่องจักร
– องค์ประกอบ 3 ประการในการดูแลรักษาด้วยตนเอง
– การตรวจเพื่อผ่านแต่ละขั้นตอน
– Work shop การทำความสะอาดเครื่องจักรเพื่อค้นหาข้อบกพร่อง (ปฏิบัติที่เครื่องจักรจริง)
– Work shop การประชุมกลุ่มย่อย (ห้องประชุม)
– ผลการประชุมกลุ่มย่อย
– จำนวนข้อบกพร่องที่ค้นพบและการแก้ไข
– จัดทำแนวทางการทำความสะอาด หล่อลื่นและตรวจสอบเครื่องจักร
– OPL
– นำเสนอผลงาน
– ติดตามการบ้านการดูแลรักษาด้วยตนเองขั้นตอนที่ 1
– การดูแลรักษาด้วยตนเองขั้นตอนที่ 2
การปรับปรุงเฉพาะเรื่อง
– สาเหตุของความสูญเสียที่ไม่ลดลงเป็นศูนย์
– หลักการและแนวคิดการทำให้สูญเสียเป็นศูนย์
– ขั้นตอนการปรับปรุงเฉพาะเรื่องด้วย PDCA
– การวิเคราะห์ด้วย Why-Why Analysis
– หลักการ 5 GEN เพื่อการวิเคราะห์ why-why
– Work shop การวิเคราะห์โดยใช้ Why Why analysis
– นำเสนอผลงาน
– ติดตามการบ้านการดูแลรักษาด้วยตนเองขั้นตอนที่ 1,2
– การดูแลรักษาด้วยตนเองขั้นตอนที่ 3
การดูแลรักษาเชิงวางแผน
– ตัวชี้วัดความสำเร็จของการบำรุงรักษา MTBF , MTTR
– การจัดระดับความสำคัญของเครื่องจักร
– การจัดทำแผนการดูแลรักษาเครื่องจักรตามเวลา
– Work shop การจัดทำแผนการดูแลรักษาเครื่องจักรตามเวลา
– นำเสนอผลงาน
– ติดตามการบ้านการดูแลรักษาด้วยตนเองขั้นตอนที่ 1,2,3
Education & Training
– การกำหนดความรู้/ทักษะที่พึงมีและการประเมินความสามารถ 4 ระดับ
– การจัดทำ OPL สำหรับการสอน และ สื่อเพื่อการเรียนรู้ด้วยตนเอง
– การจัดเตรียมอุปกรณ์และสถานที่อบรมพัฒนาทักษะ
– ขั้นตอนการฝึกอบรม
– WORKSHOP การสอนรายบุคคล
– สรุปผลการสอนแต่ละคน
รูปแบบการอบรม
– บรรยาย 30% Work 70%
– ดำเนินการทำกิจกรรมกลุ่มและระดมความคิด
สิ่งที่บริษัทที่เข้าอบรมต้องจัดเตรียม :
1. เครื่องจักรตัวอย่าง จำนวนเครื่อง 4-5 เครื่อง (ขึ้นกับจำนวนผู้เข้าเรียน 5-7 คนต่อ1 เครื่อง)ขอหยุดเครื่องในวันที่2 ของการอบรม ส่วนวันอื่นของการอบรมให้ผู้เข้าอบรมสามารถเข้าดูเครื่องจักรและข้อมูลที่เกี่ยวข้องของเครื่องจักรได้
2. อุปกรณ์ทำความสะอาดสำหรับการอบรมวันที่ 2 เช่น เศษผ้า แปรงลวด ฟองน้ำ น้ำยาเช็ดเครื่องจักร อื่นๆที่โรงงานใช้อยู่
3. เครื่องคิดเลขสำหรับวันที่ 1 และ 4
4. Flip chart 4-5 ชุด สำหรับการประชุมกลุ่มย่อย